1964年創業の有限会社大久保鉄工所は、栃木県鹿沼市を拠点とする精密研磨加工の専門会社です。両頭研磨・ロータリー研磨を軸に、自動車部品をはじめ幅広い業種の精密研磨ニーズに対応しています。本記事では、大久保鉄工所が特に強みとする「両頭研磨」の仕組みと技術力に焦点を当て、なぜ量産現場で選ばれ続けるのかを解説します。
大久保鉄工所とは
有限会社大久保鉄工所は、栃木県鹿沼市を拠点とする精密研磨加工の専門会社です。1964年の創業から60年以上、金属平面研磨加工一筋に技術を磨き続けてきました。自動車部品を主体としながら、3Dプリンター関連部品など幅広い業種の依頼に応じており、難加工材の実績も多数あります。

大久保鉄工所の関連記事

企業紹介
【企業紹介】大久保鉄工所─精密研磨一筋60年、職人技と機械技術の融合が支える高品質ものづくり
加工技術
プレス加工後になぜ平面研磨が必要なのか?— 品質トラブルを防ぐ"最後の仕上げ工程"の重要性 —
両頭研磨とは何か
両頭研磨とは、上下2枚の砥石でワーク(被加工物)を挟み込み、両面を同時に研磨・研削する加工方法です。砥石が「2つのヘッド(頭)」に取り付けられていることから「両頭研磨」と呼ばれています。
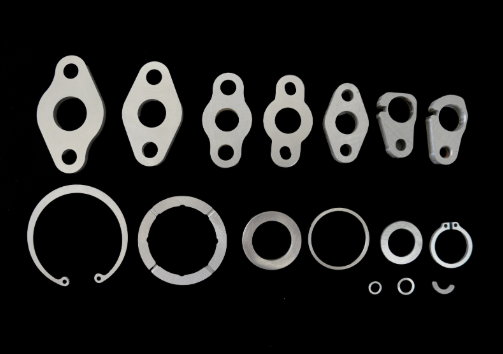
主な用途はフランジ・ワッシャーなど、板厚管理と高い平行度が求められるプレート状部品です。量産加工とも相性がよく、大久保鉄工所ではこの方式を主力に据えています。

POINT
ワークを固定する必要がないため、マグネットで固定できない非磁性素材にも対応可能です。片面ずつ研磨する工程が不要になるため、量産ラインで大きなコスト削減につながります。
大久保鉄工所の技術的強み
大久保鉄工所の両頭研磨が選ばれる背景には、3つの核となる技術的強みがあります。
1種類の砥石で多素材に対応する選定力
板厚・粗さ・平面度・平行度の4要素を精密に確認したうえで最適な砥石を選定します。多品種に対して砥石を使い分けるのではなく、適切な1種類で対応することで交換頻度を削減し、量産コストを抑えます。
他社が断る薄型ワークへの対応
精度 0.8mm〜10mm という薄型領域での研削を実現しています。多くの競合他社が対応困難とする薄物ワークを、熟練職人の技術と設備の組み合わせで量産レベルで受け入れています。
「期間・品質・生産量」3要素の同時実現
製造業において三者択一になりがちな「期間」「品質」「研磨量(生産量)」のすべてを高水準でバランスさせています。熟練職人と最新設備の融合が、スピードと精度を両立させます。
加工実績・対応スペック
実際の加工実績をもとにした対応スペックは以下のとおりです。
| 対応板厚 | 加工径 | 仕上げ寸法精度 | 平行度 |
|---|---|---|---|
| 0.8mm〜10mm | 13〜150mmΦ | ±0.01mm | 0.01mm対応 |
月間生産能力
両頭研磨で 150万〜200万個 の大量生産に対応
※製品・素材により異なります。詳細はお問い合わせください。
ISO 9001取得と品質へのこだわり
大久保鉄工所は、部品精密研磨加工(両頭研磨・平面ロータリー研磨)において、品質マネジメントシステムの国際規格であるISO 9001を取得しています。製品品質が国際基準を満たすことを第三者機関によって証明されており、自動車・工業機器など高品質基準が求められる業界からの信頼獲得につながっています。
ISO 9001取得が意味すること
第三者機関による品質保証
社内基準ではなく、国際的な第三者機関が品質を審査・認定しています。
安定した品質の継続的な提供
一度きりではなく、継続的に高品質な研磨加工を提供できる体制が整っています。
自動車・産業機器分野でも通用する信頼性
特に厳しい品質基準が求められる業界からの発注にも対応できる証明です。
まとめ
大久保鉄工所の両頭研磨は、「薄くて難しいワーク」「量産でも品質を落としたくない」という現場の課題を解消するための技術です。1種類の砥石で多素材に対応し、砥石交換頻度を抑えながら高精度な研磨を量産レベルで実現する能力は、60年以上の現場経験と熟練職人の技術によって支えられています。薄型ワークの研磨でお困りの際は、まず大久保鉄工所にご相談してみてください。
📍 会社概要
有限会社大久保鉄工所
所在地:栃木県宇都宮市瑞穂三丁目6番地13
設立:1964年4月
事業内容:精密研磨加工(平面ロータリー研磨・両頭研磨)
主な設備:縦軸ロータリー平面研削盤8台、立型両頭平面研削盤5台
認証:ISO 9001取得(部品精密研磨加工)
お問い合わせ先
製品や加工のご相談、見積もりのご依頼はお気軽にお問い合わせください。
必要に応じて、パンフレットや製品資料もご用意しております。